檢測類型安全質(zhì)量檢測
服務(wù)內(nèi)容辦理驗廠手續(xù)、工業(yè)廠房、外資驗廠、外商外企
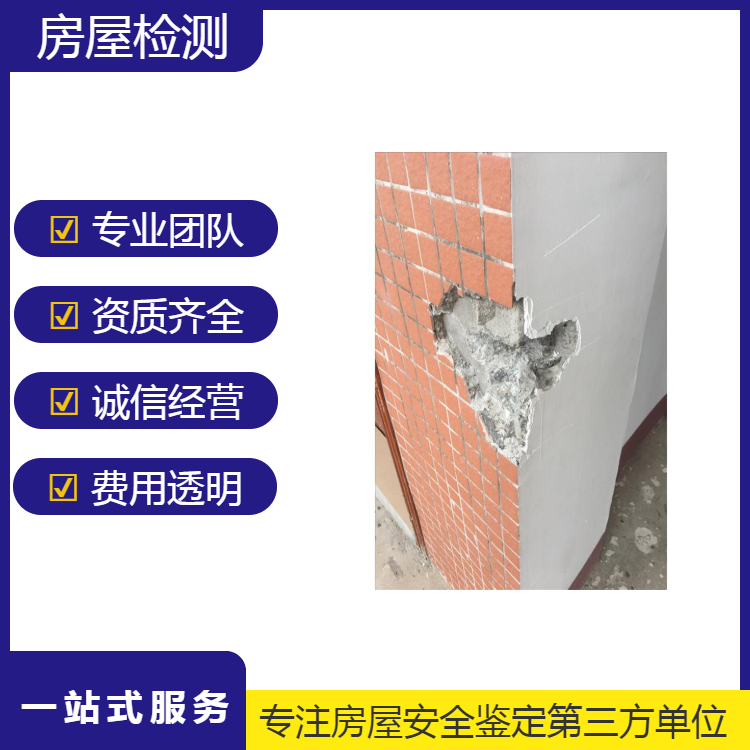
房屋危險性鑒定應(yīng)按A、B、C、D 四等級
安全質(zhì)量檢測可靠性檢測
所在地深圳
收費標準根據(jù)實際情況協(xié)商
出報告時間3-7天
是否現(xiàn)場檢測是
檢測報告有
檢測方法量尺、探針等
服務(wù)合同一式三份
檢測范圍學校/賓館/廠房/小區(qū)/民房/幼兒園
檢測項目樓房完損性鑒定,廠房檢測
檢測地區(qū)全國
既有鋼結(jié)構(gòu)遇到下列情況之一時,應(yīng)進行檢測:
1、鋼結(jié)構(gòu)鑒定;
2、鋼結(jié)構(gòu)抗震鑒定;
3、鋼結(jié)構(gòu)大修前的可靠性鑒定;
4、建筑改變用途、改造、加層或擴建前的鑒定;
5、受到災(zāi)害、環(huán)境侵蝕等影響的鑒定;
6、對既有鋼結(jié)構(gòu)的可靠性有懷疑或爭議。
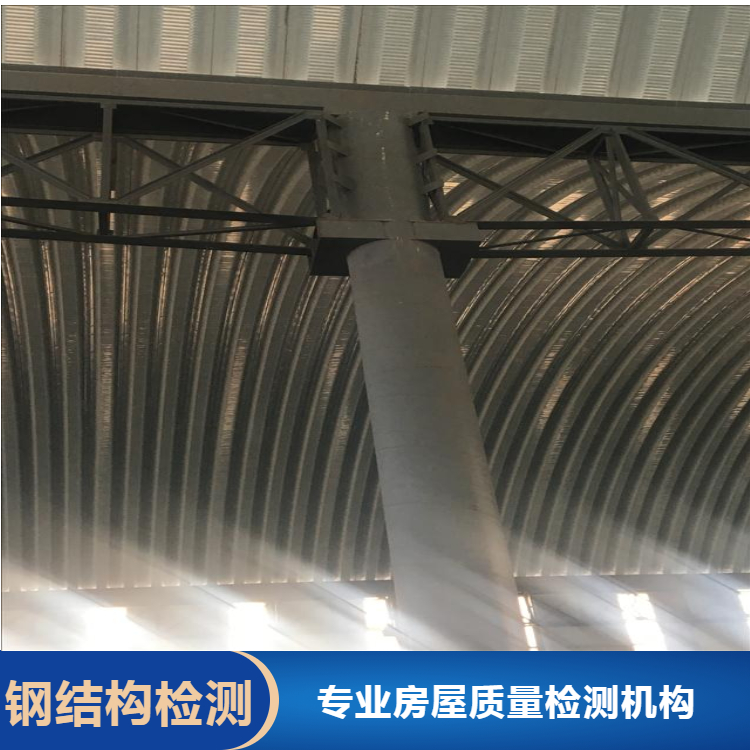
我公司是立的第三方建筑工程質(zhì)量檢測單位,是具有立法人的建設(shè)工程質(zhì)量檢測機構(gòu),從事于房屋建筑工程質(zhì)量檢測、主體結(jié)構(gòu)工程安全檢測、建筑抗震檢測、危險房屋檢測、鋼結(jié)構(gòu)工程檢測等專項檢測工作的機構(gòu),能立開展授權(quán)范圍內(nèi)的各項檢測工作,檢測業(yè)務(wù)不受外來干擾或其他任何影響。鋼結(jié)構(gòu)荷載檢測的以豎向荷載和水平地震作用組合下的鋼筋混凝土柱和鋼柱為對象,研究了失效方程中荷載相關(guān)特性對柱承載力抗震可靠性的影響。根據(jù)現(xiàn)行《混凝土結(jié)構(gòu)設(shè)計規(guī)范》和《鋼結(jié)構(gòu)設(shè)計規(guī)范》分析了不同柱彎矩軸力相關(guān)曲線的特性。結(jié)合多個框架結(jié)構(gòu)實例,對比了柱失效方程中荷載相關(guān)曲線與規(guī)范考慮情形的異同。實例分析表明:水平地震和豎向荷載組合作用下,小偏壓RC柱和工字型鋼柱的荷載相關(guān)曲線與規(guī)范考慮的情形較為符合,均近似為負相關(guān)的直線;水平地震和豎向荷載組合作用下,大偏壓RC柱的荷載相關(guān)曲線則與規(guī)范考慮的情形有較大出入,存在明顯的正相關(guān)段部分。在此基礎(chǔ)上,考慮失效方程復(fù)雜特性,依據(jù)已有的荷載和抗力變量概率模型,采用Monte Carlo法分析了水平地震和豎向荷載組合作用下柱的可靠性。
鋼結(jié)構(gòu)工程施工質(zhì)量檢測工作極為關(guān)鍵,檢測工作質(zhì)量優(yōu)劣,不僅影響了工程各項目的質(zhì)量控制,同時對鋼結(jié)構(gòu)產(chǎn)業(yè)的發(fā)展也將帶來不小的影響。所以鋼結(jié)構(gòu)工程施工質(zhì)量檢測應(yīng)引起相關(guān)人員的足夠重視。
1.鋼結(jié)構(gòu)工程施工中存在問題
異型焊縫檢測技術(shù)。根據(jù)焊接缺陷的分布類型和規(guī)律,制作了包括裂紋、夾渣、未焊透、未融合4種類型缺陷的異型焊接試塊,并分別采用常規(guī)超聲、相控陣技術(shù)兩種方法,經(jīng)檢測,兩種方法在檢測焊縫的時候均存在漏檢現(xiàn)象,其中常規(guī)超聲出現(xiàn)兩個較高的回波,但沒有辦法識別出哪個屬于假缺陷回波,而相控陣技術(shù)在經(jīng)過后期的工藝修改仿真之后,以及進行檢測工藝的優(yōu)化,基本能夠準確找出缺陷的長度、位置、深度和高度,以及根據(jù)視圖,可以判定出缺陷的性質(zhì),因此異型焊縫無損檢測技術(shù),可優(yōu)先考慮相控陣技術(shù)。
1.2柱腳安裝方面的問題
首先,預(yù)埋件中存在的問題;預(yù)埋件局部或整體出現(xiàn)偏移,實際標高不準確,缺乏保護絲扣的措施,進而引起了鋼柱底板螺栓不對位,絲扣實長與要求不相符。其次,錨栓不垂直;框架柱腳沒有顯著的底板水平,致使錨栓難以做到垂直,基礎(chǔ)施工作業(yè)后產(chǎn)生的預(yù)埋錨栓水平誤差明顯。再次,錨栓連接中存在的問題;主要體現(xiàn)在柱腳錨栓松弛,墊板與底板間未進行有效的焊接,一些部位處未外露兩到三個絲扣的錨栓。

1.鋼結(jié)構(gòu)工程施工中存在問題
異型焊縫檢測技術(shù)。根據(jù)焊接缺陷的分布類型和規(guī)律,制作了包括裂紋、夾渣、未焊透、未融合4種類型缺陷的異型焊接試塊,并分別采用常規(guī)超聲、相控陣技術(shù)兩種方法,經(jīng)檢測,兩種方法在檢測焊縫的時候均存在漏檢現(xiàn)象,其中常規(guī)超聲出現(xiàn)兩個較高的回波,但沒有辦法識別出哪個屬于假缺陷回波,而相控陣技術(shù)在經(jīng)過后期的工藝修改仿真之后,以及進行檢測工藝的優(yōu)化,基本能夠準確找出缺陷的長度、位置、深度和高度,以及根據(jù)視圖,可以判定出缺陷的性質(zhì),因此異型焊縫無損檢測技術(shù),可優(yōu)先考慮相控陣技術(shù)。
1.2柱腳安裝方面的問題
首先,預(yù)埋件中存在的問題;預(yù)埋件局部或整體出現(xiàn)偏移,實際標高不準確,缺乏保護絲扣的措施,進而引起了鋼柱底板螺栓不對位,絲扣實長與要求不相符。其次,錨栓不垂直;框架柱腳沒有顯著的底板水平,致使錨栓難以做到垂直,基礎(chǔ)施工作業(yè)后產(chǎn)生的預(yù)埋錨栓水平誤差明顯。再次,錨栓連接中存在的問題;主要體現(xiàn)在柱腳錨栓松弛,墊板與底板間未進行有效的焊接,一些部位處未外露兩到三個絲扣的錨栓。
2.1檢測構(gòu)件尺寸及平整度
應(yīng)嚴格根據(jù)設(shè)計圖紙中所明確的具體尺寸標準對鋼構(gòu)件的尺寸偏差進行準確計算;計算所得的偏差允許值必須與其產(chǎn)品標準規(guī)定的范圍相符。由于梁和桁架構(gòu)件會出現(xiàn)平面內(nèi)的垂直變形和平面外的側(cè)向變形,所以應(yīng)將檢測重點放在垂直變形與側(cè)向變形的平直度上。柱共存在柱身傾斜變形與撓曲變形兩種。
檢查過程中,先通過目測找出缺陷之處或者疑點地方時,對梁、桁架可在構(gòu)件支點間拉緊一根鐵絲或細線,接下來對各點間的垂直度與存在的偏差加以準確測量;通過經(jīng)緯儀或全站儀測量柱的垂直度。對于柱撓曲,應(yīng)在構(gòu)件支點間拉緊一根鐵絲或者實施細線測量。
2.2檢測涂層厚度
在鋼結(jié)構(gòu)檢測中,涂層好壞及涂層厚度是一個重要參數(shù),因此測定涂層厚度是一項重要項目。
涂層厚度測定一般用磁性測厚儀測定,國內(nèi)外均有產(chǎn)品。用磁性測厚儀時,要調(diào)好儀器,使其具有正常工作性能。
首先要確定測量范圍,測量時,用探頭接觸被測涂層。測定時首先要清除涂層表面灰塵和油污,以防影響精度。
測試時根據(jù)涂層具體情況確定,首先通過儀器確定有無涂層,因在長期環(huán)境作用下涂層損傷直至消失涂層,涂層消失與否是涂層的重要參數(shù)。因為有無殘留涂層是結(jié)構(gòu)銹蝕程度一個重要界限,也是性評估的重要界限。
鋼結(jié)構(gòu)工程已在建筑領(lǐng)域廣泛應(yīng)用,一旦鋼結(jié)構(gòu)在現(xiàn)場安裝過程中出現(xiàn)了問題,就會帶來許多后患。輕者會影響工期,破壞結(jié)構(gòu)外觀,浪費材料等;重者則可能會造員的傷亡,甚至給社會帶來嚴重的不良影響。因此,對于鋼結(jié)構(gòu)工程的現(xiàn)場安裝,必須嚴格控制質(zhì)量,防患于未然。在鋼結(jié)構(gòu)工程安裝施工中,選用的鋼材多為低合金高強度鋼,即合金元素含量低于5%,屈服強度為275Mpa以上,而且具有較為理想的成型性、可焊性。與普通的鋼材相比,低合金高強度鋼未經(jīng)過熱處理、重新熱加工、切削加工,在國內(nèi)鋼結(jié)構(gòu)工程中的應(yīng)用較多。在鋼構(gòu)件制作中,胎架劃線、搭設(shè)尺寸,以及鋼構(gòu)件拼裝操作中的基準線與定位方式等都是質(zhì)量控制的要素,技術(shù)人員應(yīng)結(jié)合相關(guān)規(guī)范進行嚴格的管控。另外,在鋼構(gòu)件制作中,其整體穩(wěn)定性也是必須關(guān)注的,長細比λ作為主要的參量,計算公式為:λ=1/r,其中1代表構(gòu)件的計算長度,r為構(gòu)件截面的回轉(zhuǎn)半徑,在計算過程中要注意鋼構(gòu)件截面的兩個方向軸計算長度有所不同,構(gòu)件兩端的實際支承與理想支承情況也有所差別,在鋼構(gòu)件制作過程中必須進行具體的分析。
焊接前后的質(zhì)量控制
焊接過程要充分考慮鋼結(jié)構(gòu)材料以及焊接材料之間的一致性,焊縫處的清潔度,參數(shù)選擇合適,使得整個鋼架結(jié)構(gòu)滿足工程力學性能。焊接完成后,需要進行一些機械加工方式,由于鋼結(jié)構(gòu)的零件的技術(shù)要求不高,可以采用裝焊胎夾具,通過合適的裝配基準、裝配工藝來完成。同時為了保證良好的力學性能與尺寸要求,可以在裝配過程中后的一道工序來完成裝焊加工零件的操作,防止出現(xiàn)較大的變形。
鋼結(jié)構(gòu)安裝過程中的質(zhì)量控制
鋼結(jié)構(gòu)安裝過程中常見問題有:底腳出現(xiàn)空隙,標高不符合標準造成施工狀況出現(xiàn)問題;施工過程中的測量值及測量基礎(chǔ)面不符合要求,鋼墊板處沒有進行墊平;鋼結(jié)構(gòu)支柱垂直偏差過大,導致吊裝吊裝效果不符合施工要求等。在對安裝問題進行處理的過程中,施工人員要對基礎(chǔ)標高進行嚴格控制,對出現(xiàn)的空隙狀況進行適當填補或重建,根據(jù)測量值對存在的問題進行二次灌漿。可以適當通過螺栓對鋼梁進行卡設(shè),對吊裝繼續(xù)擰固定,增設(shè)臨時支撐,防止出現(xiàn)垂直偏差及固定修正。

公司成立以來,在廣州、深圳、珠海、陽江、河源、江門、中山、東莞等地開展了多項業(yè)務(wù),近10萬宗,面積高達3000萬平方米。內(nèi)容涵蓋了學校房屋抗震、地鐵沿線等施工周邊、市場改造、加層、房屋質(zhì)量檢測、房屋結(jié)構(gòu)安全性檢測 、廠房荷載檢測 廠房驗收檢測 等等 公司奉行“求實、創(chuàng)新、、融合”的,用團隊整體智慧和水準,為項目注入行業(yè)高度和長遠生命力。公司 是以“檢驗、測試、咨詢”鋼結(jié)構(gòu)承重檢測的為經(jīng)營方向的立第三方檢測機構(gòu)。秉承“放心、監(jiān)理信任、客戶滿意”的服務(wù)宗旨,不斷拓展業(yè)務(wù)領(lǐng)域和服務(wù)范圍,提升“房屋安全檢測”的度和美譽度;憑借豐富的檢驗檢測經(jīng)驗、雄厚的技術(shù)實力、全面完善的服務(wù)理念,已是廣東省交通、建設(shè)工程領(lǐng)域從事試驗檢測技術(shù)及咨詢服務(wù)的重點骨干企業(yè)之一。
鋼結(jié)構(gòu):以鋼材制作為主的結(jié)構(gòu),是主要的建筑結(jié)構(gòu)類型之一。鋼材的特點是強度高、自重輕、剛度大,故用于建造大跨度和超高、超重型的建筑物特別適宜;材料勻質(zhì)性和各向同性好,屬理想彈性體,符合一般工程力學的基本假定;材料塑性、韌性好,可有較大變形,能很好地承受動力荷載;建筑工期短;其工業(yè)化程度高,可進行機械化程度高的化生產(chǎn);加工精度高、效率高、密閉性好,故可用于建造氣罐、油罐和變壓器等。其缺點是耐火性和耐腐性較差。主要用于重型車間的承重骨架、受動力荷載作用的廠房結(jié)構(gòu)、板殼結(jié)構(gòu)、高聳電視塔和桅桿結(jié)構(gòu)、橋梁和庫等大跨結(jié)構(gòu)、高層和超高層建筑等。鋼結(jié)構(gòu)今后應(yīng)研究高強度鋼材,大大提高其屈服點強度;此外要軋制新品種的型鋼,例如h型鋼(又稱寬翼緣型鋼)和t形鋼以及壓型鋼板等以適應(yīng)大跨度結(jié)構(gòu)和超高層建筑的需要。筒體結(jié)構(gòu):又分筒體結(jié)構(gòu)分筒體-框架、框筒、筒中筒、束筒四種結(jié)構(gòu)。筒體結(jié)構(gòu)由框架-剪力墻結(jié)構(gòu)與全剪力墻結(jié)構(gòu)綜合演變和發(fā)展而來。筒體結(jié)構(gòu)是將剪力墻或密柱框架集中到房屋的內(nèi)部和而形成的空間封閉式的筒體。其特點是剪力墻集中而獲得較大的自由分割空間,多用于寫字樓建筑。
http://www.hbhuochai.com.cn





")
威機構(gòu)")
威機構(gòu)")
單位")



廠房荷載安全檢測鑒定權(quán)威機構(gòu)")
服務(wù)中心")
服務(wù)檢測站")



惠")
構(gòu)安全檢測鑒定報告")
量檢測鑒定報告找什么單位辦理")

構(gòu)廠房屋面承載力檢測鑒定單位")